

 手機資訊
手機資訊 官方微信
官方微信摘要 申請號:201610933760.7申請日:2016.10.31國家/省市:中國上海(31)公開號:106584296A公開日:2017.04.26主分類號:B24D18/00(2...
申請號: 201610933760.7 申請日: 2016.10.31
國家/省市: 中國上海(31)
公開號: 106584296A
公開日: 2017.04.26
主分類號: B24D 18/00(2006.01)
分類號: B24D 18/00(2006.01)
申請人: 上海航天精密機械研究所
發明人: 郭國強; 陳明; 林立芳; 楊長祺; 李中權; 成群林; 梁星慧; 劉普林
代理人: 金家山
代理機構: 上海航天局專利中心(31107)
申請人地址: 上海市松江區貴德路1號
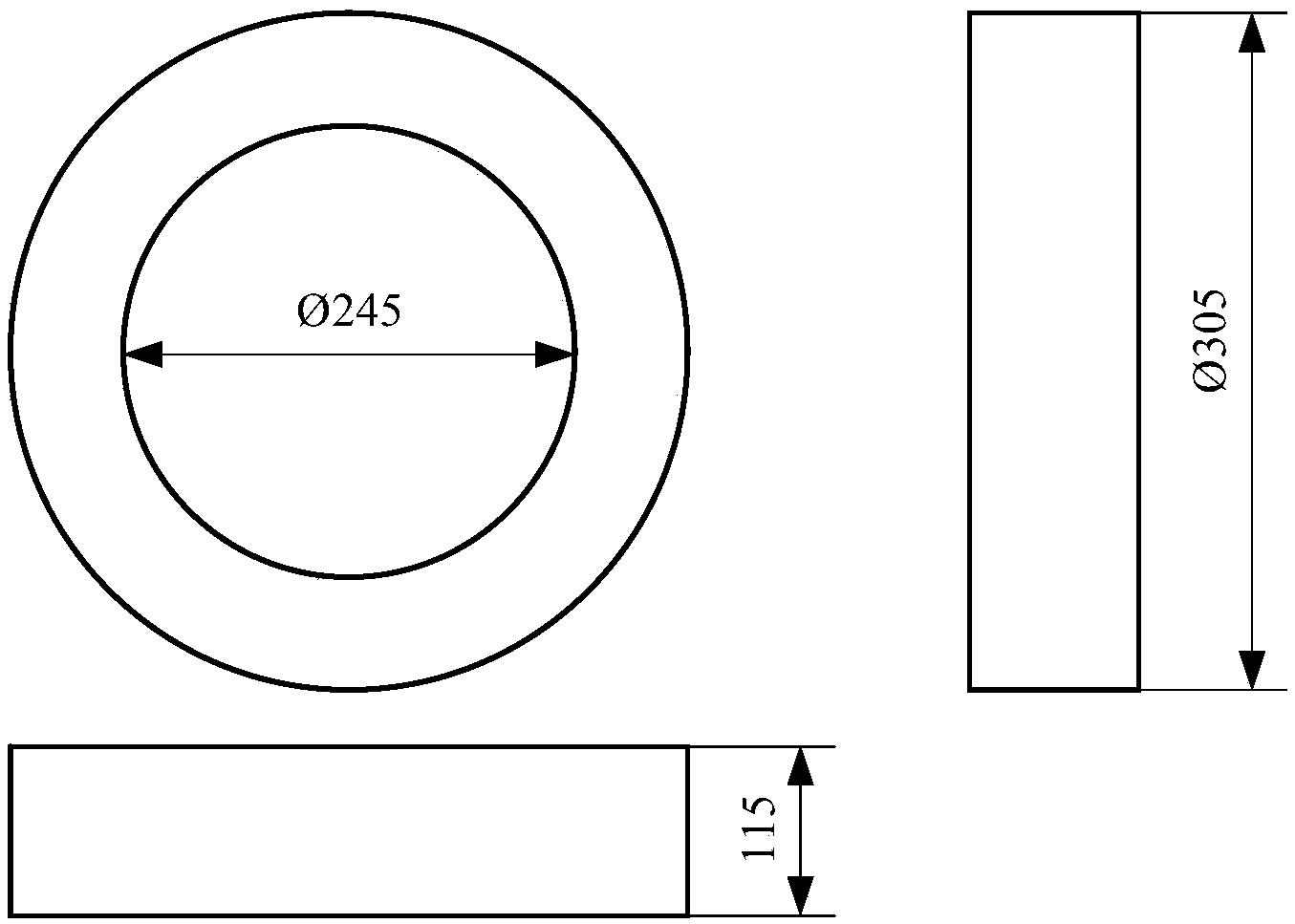
摘要: 一種非API螺紋環規電鍍超硬磨料成型砂輪基體結構設計方法,該超硬磨料成型砂輪和磨削加工方法針對一種非API螺紋環規零件,采用超硬磨料成型砂輪和優化的成型磨削加工方法,從而避免非API螺紋環規磨削燒傷現象的出現。超硬磨料成型砂輪結構設計包含砂輪基體結構設計和砂輪工作型面結構設計,超硬磨料成型砂輪基體結構設計包含砂輪基體外形結構設計,砂輪溝槽因子設計,砂輪的斷續周期即溝槽數量設計和砂輪的開槽參數設計;超硬磨料成型砂輪工作型面結構設計包含砂輪齒形結構設計和邊角臨界位置結構設計。結合優化的超硬磨料砂輪成形磨削加工參數,解決非API螺紋環規粗磨削加工過程中的磨削燒傷問題和高效磨削加工需求。
主權利要求
1.非API螺紋環規電鍍超硬磨料成型砂輪基體結構設計方法,其特征在于,包括以下步驟:步驟一,設計砂輪基體外形結構尺寸,包括砂輪的外徑、內孔直徑、砂輪寬度、砂輪頂部磨削位置厚度尺寸;步驟二,設計砂輪的溝槽因子;步驟三,設計砂輪的斷續周期即溝槽數量;步驟四,設計砂輪的開槽參數;步驟五,設計砂輪齒形結構尺寸,包括齒頂高度,齒頂寬度,砂輪承載面角度,砂輪導向面角度尺寸;步驟六,設計砂輪邊角臨界位置結構尺寸,包括砂輪承載面齒底位置結構尺寸,砂輪承載面齒頂位置結構尺寸,砂輪導向面齒頂位置結構尺寸,砂輪導向面齒底位置結構尺寸;步驟七,采用電鍍超硬磨料成型砂輪,選用優化的磨削加工參數和冷卻方式,粗磨削零件螺紋;步驟八,超聲波清洗,檢驗。








 豫公網安備41019702003604號
豫公網安備41019702003604號