

 手機資訊
手機資訊 官方微信
官方微信摘要 申請號:201610687466.2申請日:2016.08.19國家/省市:中國江蘇(32)公開號:107756144A公開日:2018.03.06主分類號:B24B1/00(20...
申請號: 201610687466.2
申請日: 2016.08.19
國家/省市:中國江蘇(32)
公開號: 107756144A
公開日: 2018.03.06
主分類號:B24B 1/00(2006.01)
分類號: B24B 1/00(2006.01); B24B 13/00(2006.01)
申請人: 江蘇天一超細金屬粉末有限公司
發明人: 高為鑫; 喻志剛; 韓奎
申請人地址:江蘇省淮安市盱眙縣盱城鎮工業集中區迎春大道166號
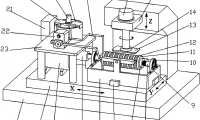
摘要:本發明公開了一種磁流變拋光的方法及設備。包括將線圈繞制在鐵芯上;根據拋光工件的形狀及大小不同,設計不同形狀的磁流變拋光液盛裝容器,或將磁流變拋光液置于工件的拋光側;將繞有線圈的鐵芯靈活組裝在磁流變拋光液盛裝容器外側,或集成為拋光機構置于工件拋光側,配以調節磁場強度的措施,使之產生不同強度的磁場;含有磨料的磁流變拋光液,在不同強度的磁場作用下,形成磁飽和感應強度及剪切屈服強度可調的柔性自適應類固體,作用于工件內或外表面,起到因工件表面形貌不同,導致工件表面與磁流變拋光類固體距離不同,而進行相同強度拋光研磨的目的。
主權利要求
一種磁流變拋光的方法及設備,包括將線圈繞制在鐵芯上;根據拋光工件的形狀及大小不同,設計不同形狀的磁流變拋光液盛裝容器,或將磁流變拋光液置于工件的拋光側;將繞有線圈的鐵芯靈活組裝在磁流變拋光液盛裝容器外側,或集成為拋光機構置于工件拋光側,配以調節磁場強度的措施,使之產生不同強度的磁場;含有磨料的磁流變拋光液,在不同強度的磁場作用下,形成磁飽和感應強度及剪切屈服強度可調的柔性自適應類固體,作用于工件表面,起到因工件表面形貌不同,導致工件表面與磁流變拋光類固體距離不同,而進行相同強度拋光研磨的目的。








 豫公網安備41019702003604號
豫公網安備41019702003604號