

 手機資訊
手機資訊 官方微信
官方微信摘要 作者:ManojKumarSinha,DineshSetti,SudarsanGhosh,PVenkateswaraRao引言磨削是一種結(jié)合了摩擦,耕犁和剪切并利用
作者:Manoj Kumar Sinha,Dinesh Setti,Sudarsan Ghosh,P Venkateswara Rao
引言
磨削是一種結(jié)合了摩擦,耕犁和剪切并利用微粒進行材料磨除的多點切削工藝。通過砂輪速度、切削深度和工作臺速度等磨削參數(shù)的選擇可以加工出理想的工件。除了磨削參數(shù),修整參數(shù)對于被磨削產(chǎn)品的質(zhì)量也有著重要影響。修整是一種加工出適宜的砂輪表面形態(tài)的工藝過程;它包括修整導(dǎo)程、修整深度、修整角度和修整器刃尖半徑等參數(shù);其中修整導(dǎo)程和修整深度尤為重要。有研究就提出“磨削即修整”的說法。在實際工業(yè)生產(chǎn)中,通過頻繁地更換砂輪來滿足被磨削產(chǎn)品的質(zhì)量要求不太實際;此外,頻繁更換砂輪也會浪費大量時間從而增加整體生產(chǎn)成本。因此,為了得到一個較好的表面磨削和較高的材料磨除率,對特定磨料粒度的砂輪進行修整參數(shù)優(yōu)化就十分的必要。盡管有研究提出了磨粒粒度對表面光潔度和磨削力的影響,磨粒越大,表面粗糙度就越大,磨削力也就越大。但在實際生產(chǎn)實踐中,按照被磨削產(chǎn)品的要求用特定粒度的砂輪進行加工幾乎不太可能。本研究在眾多實驗研究的基礎(chǔ)上對修整導(dǎo)程和修整深度參數(shù)進行了討論研究。
本研究采用超合金英高鎳718進行實驗。英高鎳718熱強度高、抗腐蝕、抗蠕變性能好。表1是英高鎳718的機械性能參數(shù)。
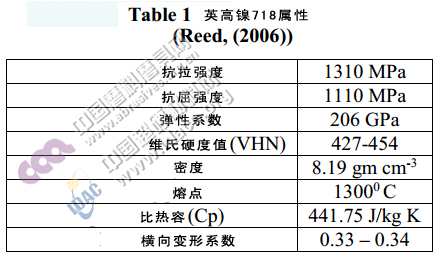
英高鎳718是難加工/磨削材料,在對其進行磨削處理時需要較大的磨削力和苛刻加工硬化。高磨削力會在磨削區(qū)引起高溫,而英高鎳718的熱傳導(dǎo)性能比較弱,從而導(dǎo)致過度的熱積聚并最終影響砂輪壽命。這種熱積聚通過表面灼燒和拉伸殘余應(yīng)力的方式影響工件表面整體性能。此外,英高鎳718的焊接性高,這就容易是磨粒和碎屑片粘附在一起從而導(dǎo)致頻繁的砂輪堵塞。有時候碎屑片還會沉淀在工件表面影響表面光潔。因此,為了將砂輪堵塞降低到最小化,就需要確定適當(dāng)?shù)男拚麉?shù)和磨削參數(shù)。本研究則通過實驗得到最佳修整參數(shù)以實現(xiàn)較好的表面光整加工和較低的磨削力。
實驗
磨削實驗在Chevalier SMART-H1224兩軸CNC平面磨床上進行。英高鎳718試樣為100mm×70mm×10mm;砂輪速度18m/s,工作臺速度9m/min,磨削深度15μm,采用全因子分析方法選擇各種修整導(dǎo)程和修整深度。實驗采用兩個因子(修整導(dǎo)程和修整深度)和五個水平級。利用全因子分析法實驗共做了25組,修整導(dǎo)程值分別為50,150,250,350和450mm/min,修整深度為10,20,30,40,50μm。按照實驗具體設(shè)計對修整條件進行適時調(diào)整。實驗用單粒金剛石修整器進行修整,用切削冷卻液進行降溫處理。修整完畢再對試樣進行無火花磨削。隨后進行15μm深度的磨削,用壓電式測力計進行磨削力測定。所有磨削實驗都為順磨。采用白剛玉砂輪A60K5V。用泰勒霍布森輪廓儀在三個不同的位置測定表面粗糙度。所有Ra測定都采用橫向長度6mm,試樣長度0.8mm。
結(jié)果和討論
磨削力
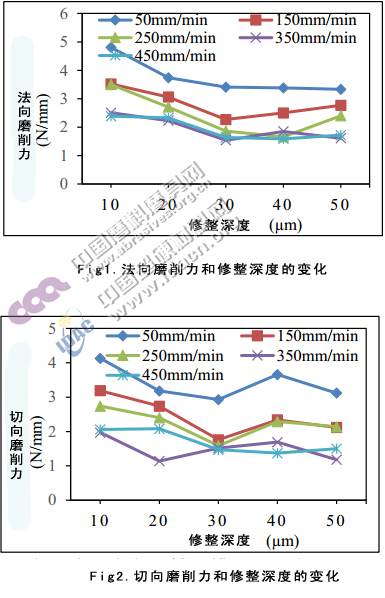
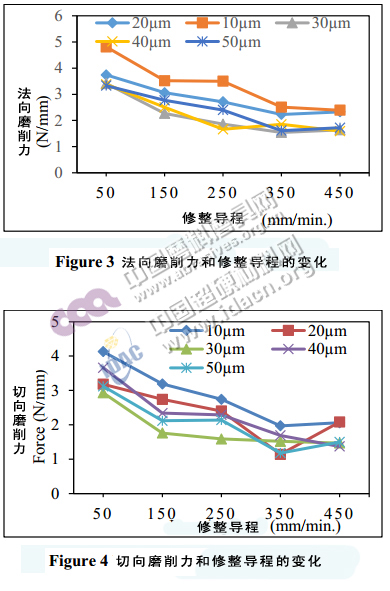
圖1和圖2為法向磨削力和切向磨削力隨修整深度的變化。圖3和圖4為法向磨削力(Fn)和切向磨削力(Ft)隨修整導(dǎo)程的變化。從圖表中可以看出,修整導(dǎo)程對磨削力的影響要遠(yuǎn)大于修整深度對其影響。
表面粗糙度
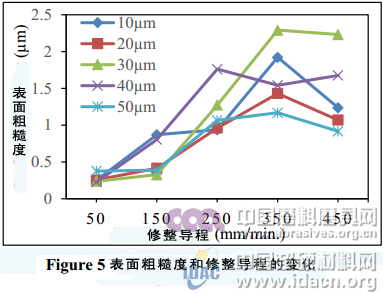
圖5為表面粗糙度隨修整導(dǎo)程的變化。細(xì)鑿修整下的工件表面更光滑,而粗糙修整下的粗糙度就很大。
磨削力和表面粗糙度建模
利用反應(yīng)曲面分類研究法(RSM)對求得的法向磨削里(Fn)、切向磨削力(Ft)和表面粗糙度值進行分析;RSM結(jié)合數(shù)學(xué)和統(tǒng)計學(xué)技術(shù)用于建模和分析問題, 是一種反應(yīng)曲面作為輸入變量的函數(shù)的序貫實驗程序。
由兩個因子和五個水平級求得的模型方程如下:
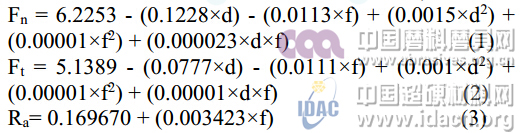
其中,F(xiàn)n-法向磨削力N/mm;Ft-切向磨削力N/mm;d-修整深度μm;f-修整導(dǎo)程 mm/min
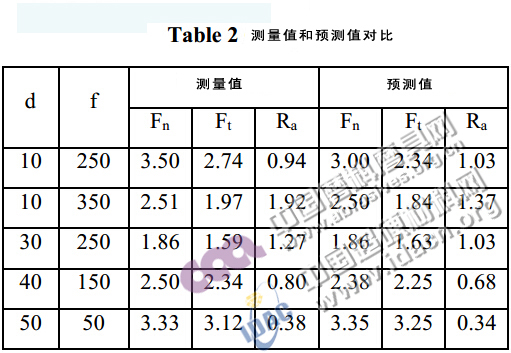
以上三個方程的R2值分別為92.3%、80.1%、59.2%,可以用來預(yù)測修整深度和修整導(dǎo)程的反應(yīng)。表2為預(yù)測值和測量值之間的對比總結(jié)。實驗隨機挑選修整導(dǎo)程(f)和修整深度(d)。
磨削力優(yōu)化
未得到最優(yōu)化修整參數(shù)如最小表面粗糙度或者最小磨削力,實驗采用遺傳算法(GA)的優(yōu)化技術(shù)。在遺傳算法中,統(tǒng)計建模求得的方程式為適應(yīng)度函數(shù),如式4、式5所示:

其中,F(xiàn)n-法向磨削力N/mm;Ft-切向磨削力N/mm;Ra-表面粗糙度mm;X1-修整深度mm;X2-修整導(dǎo)程mm/min
限制條件為:10≤X1≤50 50≤X2≤450
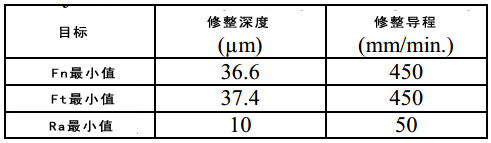
單極優(yōu)化的修整參數(shù)最佳水平為:
實驗在規(guī)定的修整條件下利用Fn和Ra求得多目標(biāo)最優(yōu)化。圖6為非支配點形成的Pareto front,對于Fn (2 - 2.5 N/mm) 和 Ra (0.6 - 0.8 µm)的優(yōu)化范圍,修整深度和修整導(dǎo)程范圍分別落入35.5 - 37 µm 和 130 - 205 mm/min。分析Pareto front可以發(fā)現(xiàn)Pareto front有著典型的漸近分布和明顯的分區(qū):
•從最左邊到最佳分區(qū)1,法向磨削力明顯下降,對應(yīng)的表面粗糙度則上升。
•從優(yōu)化點到最右邊,(分區(qū)3),法向磨削力上升,對應(yīng)的表面粗糙度則下降。
•最佳分區(qū)2:該分區(qū)表面粗糙度和法向磨削力的值都比較穩(wěn)定。

根據(jù)輸出參數(shù)的要求,以上三個最佳分區(qū)都可以選擇使用。例如:分區(qū)3可以用于表面精整;分區(qū)1可用于低磨削力和低溫;分區(qū)2可用于中間值的表面粗糙度和磨削力。
結(jié)論
本論文研究了剛玉砂輪(磨料粒度60)的修整深度和修整導(dǎo)程。得出以下結(jié)論:
1、磨削力(法向磨削力和切向磨削力)受修整深度影響比較顯著。對于最小磨削力,修整深度有一個最佳范圍30-40μm。
2、磨削力隨修整導(dǎo)程的增加而降低。本實驗最大修整導(dǎo)程為450mm/min時磨削力達(dá)到最小。
3、表面粗糙度只受修整導(dǎo)程影響修整導(dǎo)程越小,表面粗糙度就越低。本實驗修整導(dǎo)程最小為50mm/min時表面粗糙度最低。
(翻譯:中國磨料磨具網(wǎng))








 豫公網(wǎng)安備41019702003604號
豫公網(wǎng)安備41019702003604號