

 手機資訊
手機資訊 官方微信
官方微信摘要 背景:隨著智能手機和平板電腦往更薄更輕的技術(shù)方向發(fā)展,由集成型觸摸傳感器制造而成的玻璃屏幕逐漸成為主流,而傳統(tǒng)的將觸摸傳感器內(nèi)嵌在液晶面板和玻璃蓋片之間的技術(shù)將慢慢被替代。而這種新...
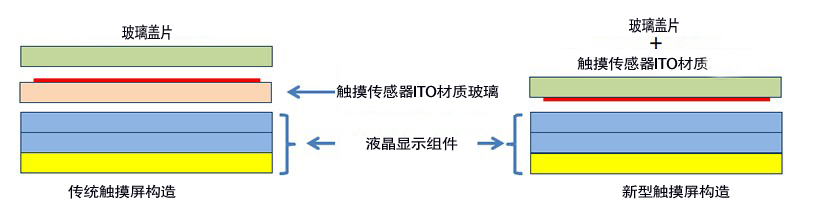
背景:隨著智能手機和平板電腦往更薄更輕的技術(shù)方向發(fā)展,由集成型觸摸傳感器制造而成的玻璃屏幕逐漸成為主流,而傳統(tǒng)的將觸摸傳感器內(nèi)嵌在液晶面板和玻璃蓋片之間的技術(shù)將慢慢被替代。而這種新型的玻璃蓋片經(jīng)過化學強化技術(shù)的處理,也變得既薄又結(jié)實。
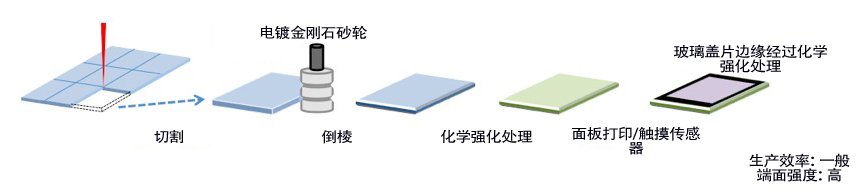
傳統(tǒng)觸摸屏玻璃蓋片的生產(chǎn),首先用砂輪從大型玻璃板上切割下所需尺寸的玻璃蓋片,然后進行化學強化工藝處理,接著在面板上進行打印處理,最后植入傳感器電極。為提高生產(chǎn)效率,生產(chǎn)商開始對整塊玻璃板進行化學強化處理,然后再進行小塊切割、面板打印、電極植入等工藝。
問題:
一、 考慮到使用安全,玻璃蓋片在切割后要對其邊緣進行玻璃倒棱處理。傳統(tǒng)生產(chǎn)工藝通常在倒棱之后再進行化學強化,這樣就得到了一個質(zhì)量結(jié)實的玻璃邊面。由于電鍍金剛石砂輪價格低廉,生產(chǎn)普遍,觸摸屏玻璃蓋片生產(chǎn)中通常會使用這種砂輪。但電鍍金剛石砂輪由于金剛石磨粒層面較薄,使用壽命就比較短,生產(chǎn)效率就低。
二、生產(chǎn)商發(fā)現(xiàn),如果對玻璃蓋片先進行整體化學強化,然后再進行切割和倒棱,雖然生產(chǎn)效率得到提高,但同樣存在一定缺陷。切割后的截面是一個全新的端面,由于無法進行二次化學強化,該邊面的強度就遠低于玻璃蓋片上經(jīng)過強化的區(qū)域。此外,由于電鍍金剛石砂輪的磨粒因素,在對玻璃進行切割加工后會造成很多裂紋,而這些未經(jīng)過二次強化的邊面上的裂紋會慢慢成為裂縫,從而影響玻璃蓋片的邊緣強度和使用質(zhì)量。
經(jīng)過倒棱處理的玻璃蓋片最后還要經(jīng)過拋光技術(shù)處理,但該步驟僅僅是對超薄表面層進行最后一次整體打磨;對于有角度、厚度較大的棱角邊緣,拋光處理對所遺留的諸多裂紋、裂縫卻無能為力。

解決方案:
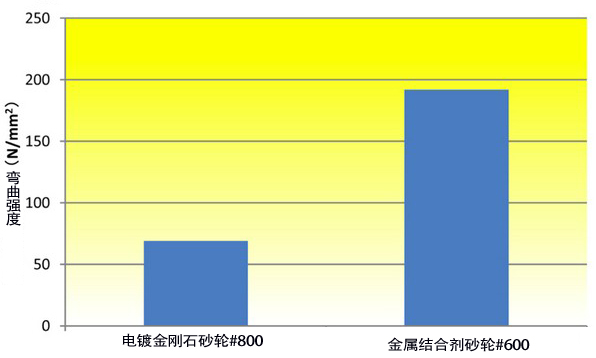
針對以上問題,日本TDTM公司研制出一種金屬結(jié)合劑砂輪,可以有效的完成玻璃倒棱工藝,達到較好的表面粗糙度;同時還可以完全避免切割加工中裂縫裂紋的出現(xiàn)。加工出的玻璃蓋片邊緣強度是電鍍金剛石砂輪加工的三倍之多。這樣,在先化學強化,后切割、倒棱處理的工藝流程中,金屬結(jié)合劑砂輪就很好地解決了切割面二次強化和玻璃蓋片邊緣不結(jié)實的問題。

玻璃倒棱用金屬結(jié)合劑砂輪:

磨粒粒度:#800 或 #600
電鍍金剛石砂輪與金屬結(jié)合劑砂輪倒棱實驗測試對比:
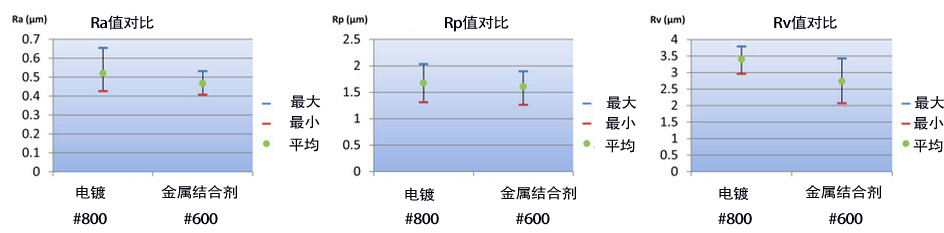
四點彎曲強度測試對比圖:
(圖片來源:Tokyo Diamond Tools M公司,內(nèi)容經(jīng)編譯)









 豫公網(wǎng)安備41019702003604號
豫公網(wǎng)安備41019702003604號