

 手機資訊
手機資訊 官方微信
官方微信摘要 申請?zhí)?201610766613.5申請日:2016.08.30國家/省市:中國江蘇(32)公開號:106238831A公開日:2016.12.21主分類號:B23F15/06(2...
申請?zhí)? 201610766613.5 申請日: 2016.08.30
國家/省市: 中國江蘇(32)
公開號: 106238831A
公開日: 2016.12.21
主分類號: B23F 15/06(2006.01)
分類號: B23F 15/06(2006.01); B23F 5/02(2006.01)
申請人: 中車戚墅堰機車車輛工藝研究所有限公司
發(fā)明人: 顏力; 張鵬飛; 王文健; 唐亮
代理人: 賈海芬
代理機構: 常州市維益專利事務所(32211)
申請人地址: 江蘇省常州市五一路258號
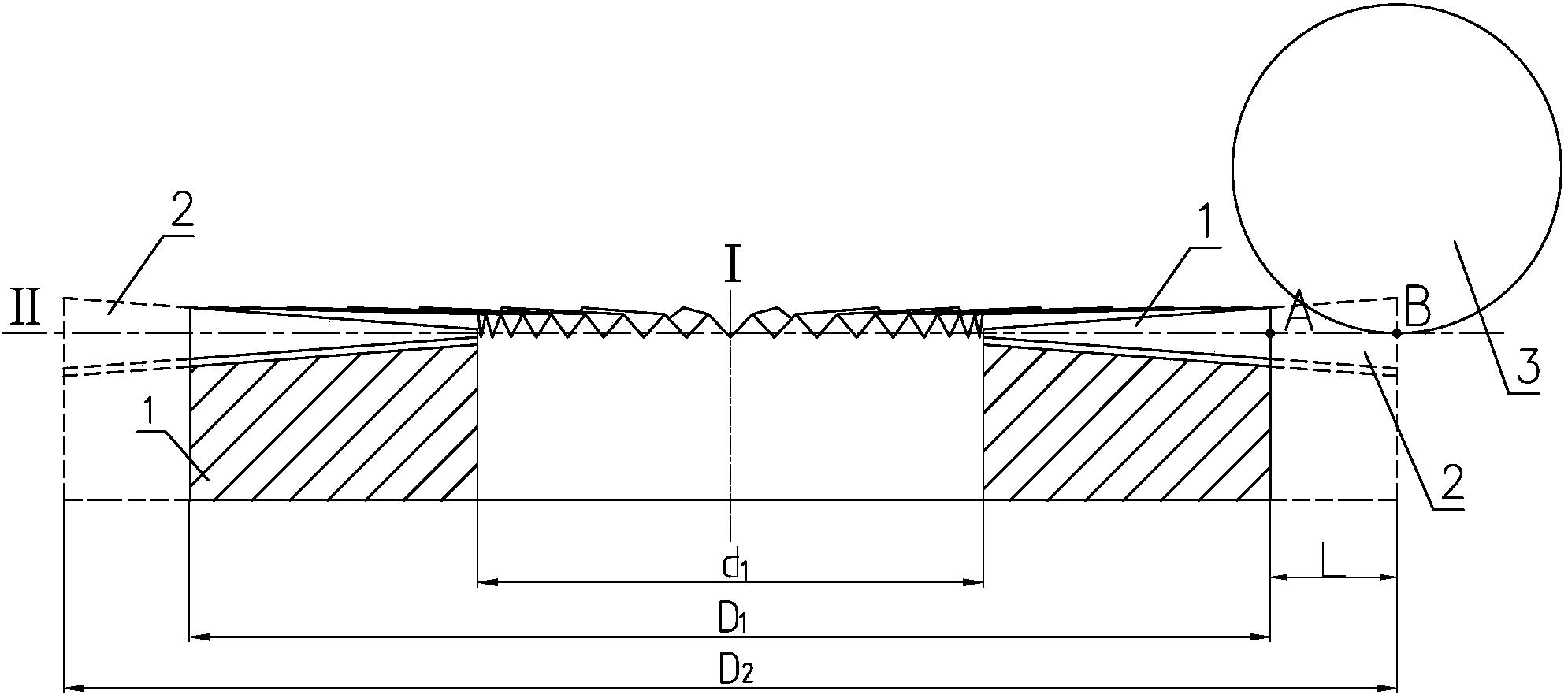
摘要: 本發(fā)明涉及一種端面齒盤變模數的磨削加工方法,包括以下步驟:將粗銑齒面后待磨端面齒盤裝在分度機構上;修整磨床上砂輪的齒形角;找正待磨端面齒盤的中心軸線Ⅰ;找正任意對稱齒槽的齒槽中心軸線Ⅱ,將待磨端面齒盤的大端直徑D1與齒槽中心軸線Ⅱ交點作為初始點,砂輪移動到交點A處并與其相切;根據設定端面齒盤根據磨床設定端面齒盤參數得到兩大端直徑之間1/2差值的單邊大端差值L;將砂輪平移單邊大端差值L的距離至B點,使砂輪與B點相切作為磨齒起點,根據磨床設定端面齒盤參數對該齒槽進行磨削,制得變模數端面齒盤。本發(fā)明能在現(xiàn)有磨床能實現(xiàn)各種模數的端面齒的磨削加工,操作方便,能提高機床設備的通用性和生產效率。
主權利要求
1.一種端面齒盤變模數的磨削加工方法,其特征在于:包括以下步驟:a、將粗銑齒面后需變模數加工的待磨端面齒盤裝在磨床的分度機構上,所述待磨端面齒盤具有變模數端面齒盤參數的齒數為z1、、小端直徑為d1和大端直徑為D1;b、修整磨床上砂輪的齒形角,使砂輪的齒形角與待磨端面齒盤的齒形角α1相同;c、根據待磨端面齒盤的大端直徑D1外圓周或/和小端直徑d1內圓周找正待磨端面齒盤的中心軸線Ⅰ;d、根據待磨端面齒盤的節(jié)平面,找正任意左右對稱齒槽的齒槽中心軸線Ⅱ,夾緊固定待磨端面齒盤,將待磨端面齒盤的大端直徑D1的外圓周與齒槽中心軸線Ⅱ的交點作為初始點,將砂輪移動到交點A處與其相切;e、根據磨床設定端面齒盤參數的模數m2以及齒數z2得到設定端面齒盤的大端直徑D2,且設定端面齒盤的齒數z2、齒形角α2以及小端直徑d2與變模數端面齒盤的齒數z1、齒形角α1以及小端直徑d1相同,通過設定端面齒盤的大端直徑D2與待磨端面齒盤的大端直徑D1之間1/2差值得到單邊大端差值L;f、將砂輪沿著待磨端面齒盤的齒槽軸心線Ⅱ向著遠離中心軸線Ⅰ方向平移單邊大端差值L的距離至B點,使砂輪與B點相切作為磨齒起點,根據磨床設定端面齒盤參數對該齒槽進行磨削,在完成該齒槽加工后砂輪退回磨齒起點,轉動分度機構進行下一個齒槽的磨削至到加工完畢,制得變模數端面齒盤。








 豫公網安備41019702003604號
豫公網安備41019702003604號