

 手機資訊
手機資訊 官方微信
官方微信摘要 TUV南德金屬材料實驗室的專家就砂輪切割和線切割兩種機械加工樣品的硬度進行了測試后,分析兩種機械加工樣品硬度值的變化,并提出了哪種機械加工對硬度的影響最小,對實驗室的物理測試有一定...
TUV南德金屬材料實驗室的專家就砂輪切割和線切割兩種機械加工樣品的硬度進行了測試后,分析兩種機械加工樣品硬度值的變化,并提出了哪種機械加工對硬度的影響最小,對實驗室的物理測試有一定的指導作用。機械加工過程中因切削力作用產生的塑性變形,使晶體間產生剪切滑移、晶格扭曲和畸變,晶粒被拉長和纖維化,甚至破碎,這些都會使表面層金屬的硬度和強度提高,這種現象稱為冷作硬化(或稱為強化)。表面層的硬化程度取決于產生塑性變形的力、變形速度及變形時的溫度。力越大,塑性變形越大,產生的硬化程度也越大。變形速度越大,塑性變形越不充分,產生的硬化程度也就相應減小。
砂輪切割時切削刃鈍圓半徑增大,對表層金屬的擠壓作用增強,塑性變形加劇,導致冷硬增強。刀具后刀面磨損增大,后刀面與被加工表面的摩擦加劇,塑性變形增大,導致冷硬增強。切削速度增大,切削熱在工件表面層上的作用時間也縮短,將使冷硬程度增加。進給量增大,切削力也增大,表層金屬的塑性變形加劇,冷硬作用加強。本試驗選用尺寸為25.4*3.76*300的奧氏體不銹鋼鋼管,圖1為砂輪切割樣品距切口原始面不同距離對應的硬度值,從圖中可以看出,砂輪切割對硬度值影響較大,近切割面的硬度值高達291HV5,離切口越近,冷作硬化比較明顯,硬度值越高,隨著離切口距離的增加,硬度值逐漸降低,在距切口0.5~0.7mm處,硬度值趨于穩定。
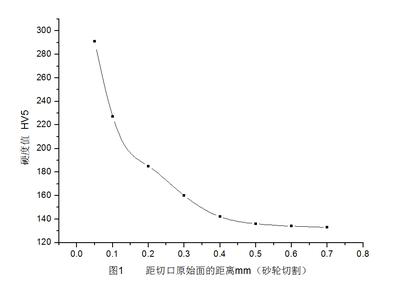
圖一:距切口原始面的距離mm(砂輪切割)
線切割加工是利用電極和工件間的隧道效應,由脈沖能量產生的瞬時高溫、高壓及輻射波使被加工金屬熔化、氣化而被腐蝕掉。由于脈沖瞬時高溫和液體介質及工件本身的迅速冷卻作用,致使線切割加工后的樣品切割面形成一層變質層,變質層脆而硬有很大的應力,對低碳鋼和低合金鋼影響不大,圖2為線切割樣品距切口原始面不同距離對應的硬度值,從圖中可以看出,線切割對硬度值有一定的影響,近切割面的硬度值為173HV5,隨著離切口距離的增加,硬度值逐漸降低,在距切口0.2~0.7mm處,硬度值趨于穩定。

圖二:距切口原始面的距離mm(線切割)
由以上兩種機加工可以得出,砂輪切割對硬度值的影響比較大,而且硬化層深度高達0.5mm,線切割對硬度值的影響相對較小,硬化層深度也只有0.2mm,因此,建議硬度測試取樣采用線切割,線切割后的試樣把變質層砂輪打磨后,用水磨砂輪磨去0.2mm再做硬度測試。
TUV南德材料實驗室
材料實驗室(IMTL)能夠提供金屬材料、高分子材料、建筑材料的測試和技術服務。測試覆蓋了材料的成分分析、機械性能、金相分析、尺寸測量、腐蝕測試、無損檢測、失效分析、物理性能、熱學性能、耐候老化試驗,材料及產品的安全可靠性測試和環保測試等內容,滿足客戶全方面的測試需求。
TUV 南德意志集團于約150年前在德國成立,是全球領先的技術服務公司之一,服務范圍覆蓋測試、認證、檢驗、資訊及專家指導等多個領域。公司在全世界擁有800多個代表處,員工約20,000人,著力為客戶提供技術、體系及實際運作中的優化服務。
TUV 南德意志集團在中國的業務開展已超過20年歷史。至今,已為20,000多家客戶提供了相應服務。








 豫公網安備41019702003604號
豫公網安備41019702003604號