

 手機資訊
手機資訊 官方微信
官方微信摘要 一、前言磨削加工中,砂輪的磨損狀態是影響磨削質量的一個主要因素。砂輪在磨削過程中,磨粒逐漸磨鈍而失往切削能力,若繼續磨削,就會增加砂輪與工件之間的摩擦而發熱,磨削質量將明顯下降。這...
一、前言磨削加工中,砂輪的磨損狀態是影響磨削質量的一個主要因素。砂輪在磨削過程中,磨粒逐漸磨鈍而失往切削能力,若繼續磨削,就會增加砂輪與工件之間的摩擦而發熱,磨削質量將明顯下降。這主要是由于磨粒的鈍化,砂輪表面被堵以及砂輪外形失真所致,因此實時檢測砂輪狀態并及時修整,對保證磨削質量意義重大。
二、傳動誤差及補償技術
傳動誤差主要指傳動鏈的制造精度與傳動間隙,采用數控系統軟件誤差補償方法,可以在機床的機械部分不作任何改進的情況下,使其總體精度明顯進步。精度軟件誤差補償技術對進步數控機床的精度有兩方面的意義,一是與制造精度的進步相結合,使數控機床的總體精度上升一個新的臺階。二是在機床數控化改造時實施軟件誤差補償,以實現廉價的機床精度升級。
1.齒隙誤差補償原理
磨具磨床磨削微信不錯!齒隙補償又稱反向間隙補償機械傳動鏈在改變轉向(如工作臺改變移動方向,旋轉軸改變轉向)時,由于齒隙的存在,會引起伺服電機空走,而工作臺無實際移動,又稱失動在半閉環系統中,這種齒隙誤差對于機床加工精度具有很大影響,必須加以補償,CNC系統是在位控程序計算反饋位置的過程中加進齒隙補償以求得實際反饋位置增量。各坐標軸的齒隙值被預先測定好,作為機床基本參數,以伺服分辨率為單位輸進內存。每當檢測到坐標軸改變方向時,自動將齒隙補償值加到由反饋元件檢測到的反饋位置中,以補償因齒隙引起的失動。
2.等間距螺距誤差補償
所謂等間距指的是補償點間的間隔是相等的,等間距螺距誤差補償選取機床參考點作為補償的基礎點,機床參考點由反饋系統提供的相應基準脈沖來選擇,具有很高的正確度,是機床的基本參數之一。在實現軟件補償之前,必須測得各補償點的反饋增量修正值(以伺服分辨率為單位存進表中),較高精度的CNC系統,一般采用激光干涉儀丈量的實際位置與發送的指令位置相比較,得到相應補償點的反饋增量修正值。即:補償點反饋增量修正值=(數控指令命令值一實際位置值)/伺服分辨率。
螺距誤差補償程度一般包含在位控程序中。在控制系統算出工作臺當前位置的盡對坐標時,調用螺距誤差補償程序,實現反饋增量的補償及位置的補償。由于等間距螺距誤差補償各坐標軸的補償點數及補償點間距是一定的,通過給補償點編號,能很方便地用軟件實現。但這樣的補償,由于補償點位置定得過死而缺少柔性,要想獲得滿足機床工作實際需要的補償,最好是使用螺距誤差補償法,即不等間距的螺距誤差補償法。采用反向間隙補償和等間距的螺距誤差補償后,機床的精度明顯進步,運動精度由140μm進步到40μm以內。
三、砂輪磨損檢測與修整
磨削加工中,不僅磨粒的尺寸、外形和分布對加工過程有影響,而且砂輪的氣孔狀況也起著重要的作用,當氣孔被嚴重堵塞時,砂輪壽命會過早結束。砂輪堵塞是磨削加工中的普遍現象,不論加工條件選擇的如何公道,要完全防止堵塞是不可能的。砂輪堵塞會加劇磨損,影響磨削質量。為避免磨削加工中出現廢品,就需要在磨削加工過程中對砂輪實施在線檢測技術,在線檢測能在制造的早期階段消除質量題目,這樣就不會造成廢品。
1.接觸式砂輪磨損檢測方法
在磨削加工中,砂輪的磨損狀態是砂輪磨削性能好壞的重要指標之一,它影響著磨削加工的生產效率和加工質量。砂輪在磨削過程中,磨粒逐漸磨鈍而失往切削能力,若繼續磨削,就會增加砂輪與工件之間的摩擦而發熱,磨削質量將明顯下降。這主要是由于磨粒的鈍化、砂輪表面被堵以及砂輪外形失真所致。利用激光功率譜的檢測、CCD的動態監控和應用粗糙集理論建立專家知識庫進行在線監測意義重大,但磨削加工中受磨屑、切削液的影響,信號檢測輕易失真,而且投進較大,實際應用、維護有很大難度。
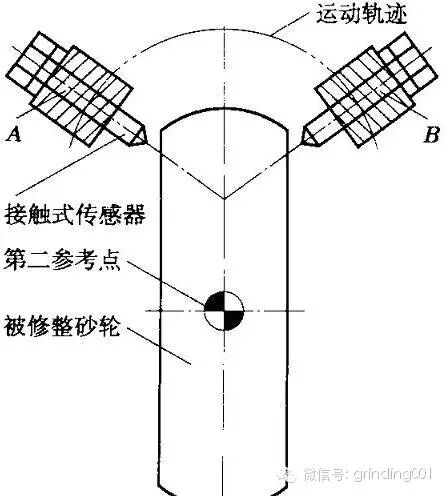
如圖1,檢測砂輪時,砂輪首先移動到某一固定點(可以設為第二參考點),在砂輪轉動的情況下,傳感器沿軌道在A到B點間往復移動,檢測到的最大與最小信號值之差即為砂輪修整量,把經過處理的信號值輸進單片機,從而控制砂輪修整量。
軸承磨削砂輪輪廓較為簡單,砂輪修整軌跡控制方便,改造中擬采用金剛石輪軌跡修整法,修整原理如圖2所示,圖中SQ1為接觸式丈量探頭到位開關,SQ2為丈量探頭后退到位行程開關,SQ3為修整輪進給到位行程開關,SQ4為修整輪后退到位行程開關,STOP為停止開關。

四、砂輪修整具體措施
為了實現砂輪的自動檢測與修整,改造中采用AT89C51型單片機,采用可伸縮電阻式傳感器,實現修整量控制,并通過單片機控制步進電動機實現修整量進給。
1.砂輪修整過程
如圖2,當砂輪需要檢測時,通過調用子程序,砂輪運動到修整位置,接觸式丈量探頭接近砂輪,到位后由SQ1發出信號,修整輪開始接近砂輪,到位后由SQ3發出信號,修整輪開始做勻速進給、砂輪開始沿“砂輪修整軌跡”做圓弧插補運動,修整輪移動完修整量后,砂輪再沿“砂輪修整軌跡”往復一次,結束修整,修整輪后退,到位后由SQ4發出信號,修整結束返回主程序。
2.手動修整過程
(1)可以按下點動進給或連續進給到達SQ3位置停止。
(2)根據砂輪的缺陷,確定進給的步數,并輸進鍵盤,顯示器可以顯示出步數,按下確認鍵修整砂輪和砂輪啟動。進給步進電機開始進給,直至進給完所給定的步數為止。
(3)可以點動后退,退出修整,或點動進給,進一步修整。
磨削加工屬于微量精加工,砂輪對加工的影響較大,磨削中砂輪磨損較快,如何及時正確地檢測砂輪的磨損程度,并實施修整,能極大地進步加工質量。








 豫公網安備41019702003604號
豫公網安備41019702003604號